PCB color commonly refers to the visual appearance of the circuit board, which is determined by the color of the solder mask or solder resist. Solder mask is a protective layer that covers exposed copper traces, protecting the PCB from dust, moisture, and other environmental factors. Green is the most commonly used circuit board color. However, as technology develops, the use of other colors such as yellow, black, red, and blue is continuously increasing. With so many options, do you know how to choose the right PCB board color for your boards? That’s what this blog can give you. Read the following 10 key factors to consider, and you’ll find the answer.
How to Choose PCB Color: 10 Key Factors to Consider
There is more to selecting a PCB color than just aesthetics. It can also impact the inspection efficiency, functionality, brand identity, and even manufacturing cost. Here are the 10 key factors that you should consider carefully to select the best one.
1. Brand Recognition & Aesthetics Appeal
It’s obvious that different circuit board colors provide diverse and distinctive appearances, enhancing branding recognition. Integrated the brand identity with a custom PCB color design, it’s an effective way to strengthen brand promotion. By offering unique visual differentiation, the products can be more appealing to the end-user. For modern or stylish products, you can choose bright PCB board colors, while choosing deep colors for high-end products.
2. Performance Considerations
- Thermal Management:Heat absorption and reflection can be impacted by PCB color. It is crucial for applications like LED lighting. The lighter colors, like white, can reflect and dissipate heat more effectively. The darker colors, like black, have a greater capacity to absorb heat.
- UV Tolerance:Green PCB has better UV resistance, which is critical for products that are exposed to the outside environment or UV light.
- Visibility & Contrast:When the PCB color contrasts with the copper traces and silkscreen color, components and traces are easier to see. High contrast can effectively help technicians identify the components and defects in the soldering process, increasing the assembly and troubleshooting efficiency.
3. Optical Inspection Factors
Colors that provide high contrast with the copper traces and silkscreen text are generally preferred. Green and red are considered to work better with the AOI system, helping check defects more accurately and reduce false alarms.
4. Product Identification
Manufacturers can use a specific PCB color to differentiate product lines, prototypes, or circuit board versions. For example, a company may use green for standard production boards. Then, use red for high-performance variants. With prototype or testing boards, they can choose blue. This visual distinction helps engineers and technicians to quickly identify different PCBs, reducing assembly errors and simplifying troubleshooting.
5. Market Trends
If you want to create a successful product, it’s essential to conduct research to understand the market trends and preferences. Different markets have varying preferences for colors. Choosing the right PCB color can greatly influence customer perception and purchasing decisions.
6. Surface Imperfections
The lighter circuit board color may tend to reveal the stains, smudges, scuffs, or solder residue more easily during manufacturing and assembly. This may impact the perceived product quality. However, the deeper color can mask minor stains and scuffs, giving the PCB a cleaner appearance.
7. Industry-Specific Colors
Generally, green PCBs are suitable for most consumer electronics, but other PCB solder mask colors are preferred for enhanced aesthetics. In the military or aerospace industries, red or blue is sometimes used for specific devices.
8. Special PCB Applications
When choosing the PCB color, you may consider the actual applications. For most general-purpose electronics, green PCBs are enough. It’s recommended to select the white PCBs for LED applications, as they have better light reflection. With high-frequency boards, a clear solder mask is a good choice.
9. Environmental Considerations
It’s important to consider regulations in your target markets. Some industries may require environmental PCB colors to comply with safety regulations. Green PCBs are lead-free and can meet the environmental standards. Nowadays, more and more PCB manufacturers prefer to adopt eco-friendly materials and pigments to minimize environmental impact. This enhances their reputation for sustainability while also adhering to regulations.
10. Cost & Availability
Green PCBs are the most widely used, so green solder mask generally has a lower cost and shorter lead times. In contrast, other non-standard PCB board colors may require custom ordering, which can be more expensive and have longer lead times. Some special color materials may even be difficult to source and need additional steps to process.
Why Are Most Circuit Boards Green?

Although there are many available color options for PCBs, green still occupies a large market share. Green is also considered the standard PCB color in the industry. Below, we’ll explore three reasons why green dominates.
Reason 1: Historical Background
The dominance of green solder masks dates back to the early stage. Green epoxy materials were the most reliable and widely available. Though other colors are developed, many manufacturers still choose the green one. Over time, green generally becomes the industry standard and default choice, integrating historical reasons with practical benefits.
Reason 2: Visual Comfort and High Contrast
The second reason is the high contrast between the white silkscreen and the green solder mask. The high contrast makes faults and defects easier to detect. Moreover, the green is gentle on the eyes. It can effectively reduce fatigue for engineers and inspectors working long hours on assembly lines.
Reason 3: Cost Efficiency
Green epoxy is a widely accessible and reasonably priced material. The processing technique is also mature, so it’s a cost-effective option in PCB manufacturing. Compared with other less commonly used PCB colors, green epoxy resin offers stable performance, high yield rates, and lower manufacturing costs.
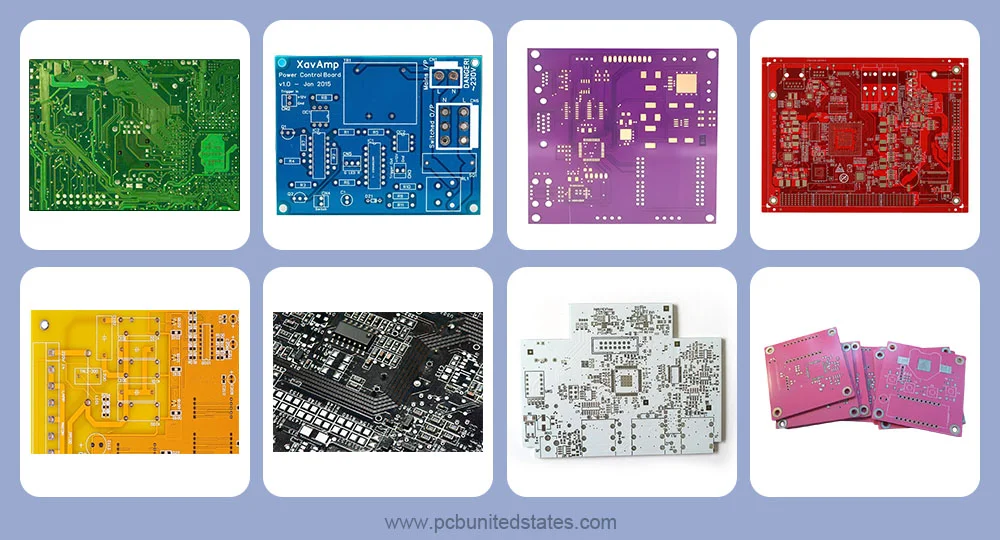
8 Common PCB Solder Mask Colors
With technique development, the requirement for other colors is also increasing. Now, PCB designers or engineers may choose the PCB color based on the actual need, not only focus on green.
Green PCB
As we have talked, you know why green PCBs are most popular. They bring both cost and practical benefits. However, this PCB color is very common and lacks uniqueness.
Blue PCB
It is a popular alternative to green, easily identifying the traces, components, and symbols. This color has an excellent, pleasing appearance for branding, but a slightly higher cost than green. Blue PCBs are frequently seen in industrial and consumer electronics applications.
Red PCB
If you want to find a bold PCB color, red is a good option. Red PCBs have good visibility, and it is easy to find the traces.
Yellow PCB
Yellow solder masks are less common but are valued for their visibility and contrast. Surprisingly, many manufacturers and designers didn’t choose yellow.
Black PCB
This PCB color usually gives a feeling of high-end and stylish. However, it’s a challenge to inspect black boards. You need to tilt the angle to create shadows so that you can find the traces. One of its benefits is that it contrasts well with the white silk screen.
White PCB
It’s ideal for LED lighting because it reflects light more efficiently, increasing light efficiency. However, white circuit boards need to be cleaned more frequently and are more prone to stains.
Purple PCB
For electronic products that focus on design and branding, a purple PCB may be a good choice. It has a unique and appealing color and good contrast to identify traces and components.
Pink PCB
It’s a custom PCB board color, which may cost more than others. The materials are not easy to acquire and need more time to process. Only a few manufacturers design pink PCBs.
| PCB Color | Contrast | Visibility | Cost | Inspection (AOI) |
| Green | Excellent | High | Low (standard) | Very good, widely used |
| Blue | Good | Medium | Medium | Acceptable, but less contrast than green |
| Red | Good | Medium | Medium | Acceptable, but harder than green |
| Yellow | Good | High | Medium | Good visibility, but less optimized for AOI |
| Black | Poor | Low | High | Difficult, low contrast for AOI/visual |
| White | Poor | Low | High | Very difficult, reflections affect AOI |
| Purple | Fair | Medium | High (special) | Acceptable, but not as reliable as green |
| Pink | Fair | Medium | High (special/custom) | Fair, requires manual adjustment for AOI |
Final Words
It’s essential to balance numerous factors when determining PCB color that meet both performance and appearance requirements. Green solder masks are more widely used and less costly. However, the demand for other circuit board colors has been growing for different reasons. If you want to choose an appealing PCB board color for your products but are suffering from some confusion, please contact us to clear up any doubts.
